Il calo della domanda interna bilanciato dal crescere delle esportazioni. Intervista a Emanuele Allanconi, terza generazione di fonditori di campane, che negli ultimi anni ha aumentato la produzione
Lampoon intervista Emanuele Allanconi
«Mio nonno viveva facendo campane per le zone di Crema e Cremona, gli zii per tutta la Lombardia e hanno cominciato a lavorare in tutta Italia, io per tutta Italia e ho dovuto cominciare a lavorare per tutto il mondo», racconta Emanuele Allanconi, 41 anni, terza generazione di fonditori di campane a Bolzone, frazione di Ripalta Cremasca. In Italia alla fine della Seconda guerra mondiale erano attive un centinaio di fonderie che producevano campane, oggi sono tre o quattro. La Fonderia Allanconi impiega tra le 4 e le 5 persone e realizza tre 250 e 300 campane all’anno – circa l’80% della produzione italiana –, il 60-70% delle quali viene esportato in tutto il mondo.
Il mercato nei decenni si è ristretto per diverse ragioni: si costruiscono sempre meno chiese, una campana ben fatta è potenzialmente eterna, inoltre una campana di settant’anni oggi è considerata bene storico, quindi non è possibile fonderla per realizzarne una nuova risparmiando sulla materia prima, che costituisce il costo maggiore – pratica che invece nei secoli passati è sempre stata la norma. Infine, è declinata anche l’abitudine di fondere le campane per ricavarne cannoni ogni qual volta ne servissero, e a guerra conclusa rifondere i cannoni per fare campane.
Fonderia Allanconi – fonditori di campane a Bolzone, frazione di Ripalta Cremasca
Negli ultimi decenni tuttavia il lavoro di Allanconi è aumentato, non solo per la quasi completa scomparsa dei concorrenti. «Una quindicina di anni fa abbiamo cominciato ad alzare il livello qualitativo della produzione. In Italia la campana è sempre stata associata alle chiese: le campane scandivano le ore e le celebrazioni liturgiche, avvisavano in caso di maltempo o piene, a volte segnavano l’inizio delle lezioni delle scuole del paese. In realtà la campana è uno strumento musicale a tutti gli effetti: all’estero ci sono scuole di musica per carilloneur. Dopo un viaggio ad Amsterdam in cui ho sentito le campane dei carillon suonare melodie impensabili con le nostre, ho desiderato realizzare anch’io quel genere di strumenti. Abbiamo cominciato a studiare, a collaborare con professionisti del Conservatorio, a perfezionare le caratteristiche tecniche e musicali dei bronzi».
Oggi la Fonderia Allanconi esporta campane e riceve commissioni da carillonneur di tutto il mondo
Nel 2021 ha realizzato un carillon di 49 campane completo di struttura, tastiera e pedaliera – quattro ottave, quasi tre tonnellate di strumento – per l’artista belga Jan Verheyen, che si esibisce nei teatri realizzando musica di ogni tipo – dai Led Zeppelin ad Astor Piazzola. «In Europa le fonderie che fanno cose simili saranno cinque o sei», spiega Allanconi. «Siamo riusciti a inserirci in questo mercato pur non avendo in Italia una tradizione di questo tipo: da noi non esistono carillonneur e un campanile con 5, al massimo 12 campane già poteva realizzare qualsiasi musica sacra». Oltre ad aver aumentato la qualità del prodotto, Allanconi è competitivo sul mercato internazionale perché ha pochi costi, oltre a quello della materia prima e del lavoro.
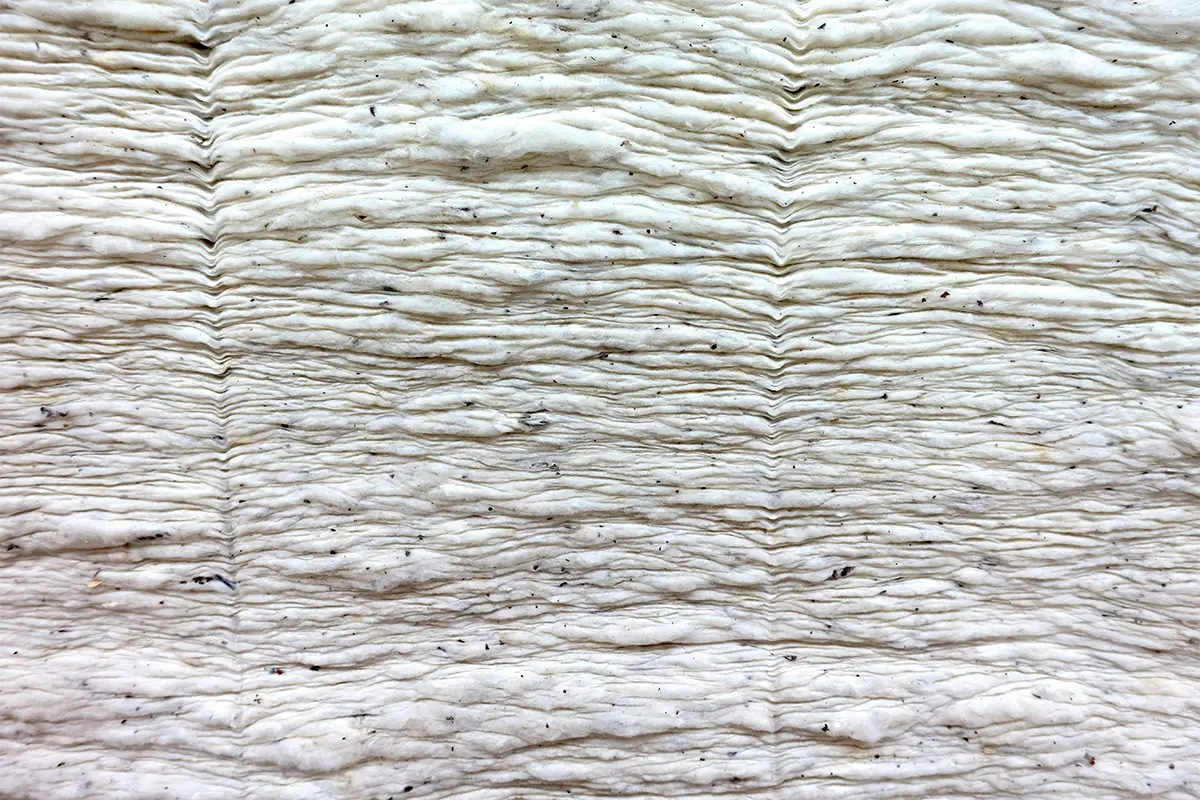
«Usiamo tutti materiali naturali, a chilometro zero e riciclabili, quindi non ho grandi spese per lo smaltimento e le materie prime, a parte il bronzo. Una fonderia industriale invece deve comprare sabbie chimiche, catalizzatori e altri prodotti». Gli stampi delle campane sono fatti di creta, filati di canapa o lino, crine di cavallo, sebo o grasso animale, carbonella, cera d’api, latte e cenere come distaccante. Una volta realizzata la fusione lo stampo viene messo in ammollo nell’acqua, macinato e riutilizzato. Il bronzo costituisce il grosso dei costi di produzione: una campana da un quintale con il bronzo a 16 euro al chilo costa 1600 euro solo per la materia prima, cui si aggiungono circa mille euro di manodopera per 50 ore di lavoro.
Allanconi ha realizzato campane da oltre cinque tonnellate
Si va dalle 20 ore di lavoro per le campane più piccole alle centinaia per quelle più grandi, intervallate da lunghe attese: l’argilla deve asciugare naturalmente, la cottura dello stampo può durare anche una decina di giorni ma richiede solo di caricare il forno a legna tre volte al giorno.


La lavorazione delle campane non è cambiata nei secoli
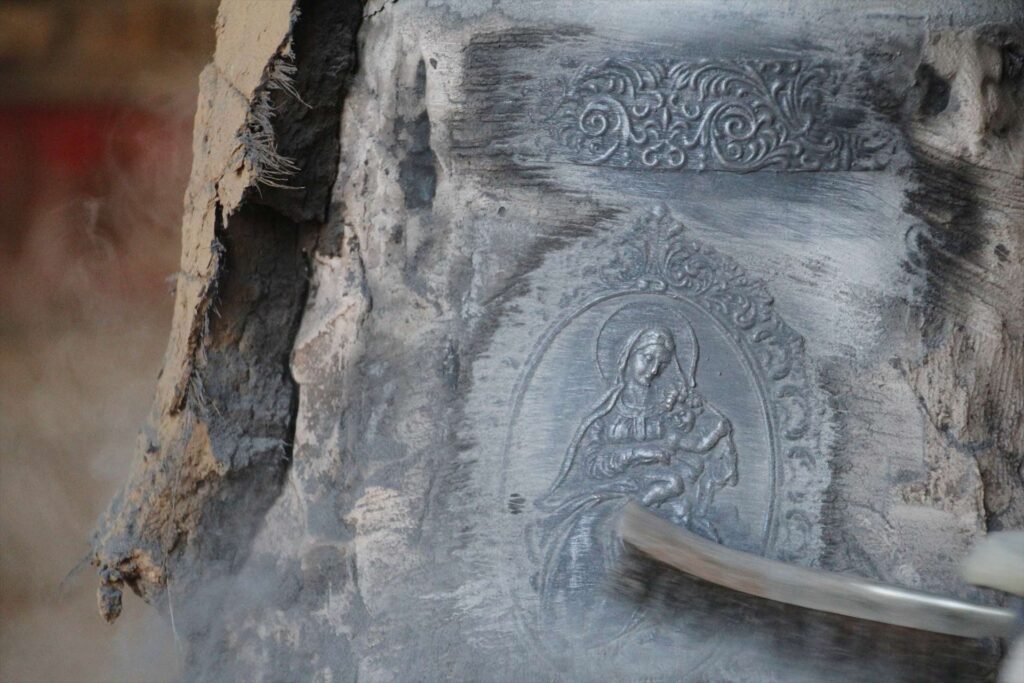
La tecnologia entra in gioco solo nella progettazione dello stampo e nel controllo qualità finale, con la misurazione della frequenza. Per realizzare una campana si costruiscono tre stampi, uno dentro l’altro, poi si rimuove lo stampo intermedio e al suo posto si cola il bronzo fuso. La campana ha spessori diversi in ogni sua parte perché non emette una sola nota ma circa cinquanta: tutti questi suoni insieme danno la percezione psicoacustica complessiva.
«Ormai non è più una questione di fare uno strumento intonato – quello è facile – ma di far prevalere alcuni suoni parziali su altri per dare una sensazione per esempio di maggiore o minore profondità, a seconda dello stile del musicista committente. Fare una campana è come fare un violino: serve la stessa cura». Le campane per le chiese hanno un apparato iconografico, quelle per carillon no, per non alterarne il suono. Profili e suoni delle campane variano di paese in paese a seconda della tradizione di costruzione locale: fare una campana destinata alla Gran Bretagna è diverso dal farne una per la Corea. «Oggi la campana sta perdendo la funzione pratica che aveva un tempo, di richiamo e indicazione del passare delle ore, a beneficio dell’aspetto musicale: è più importante che una campana sia intonata piuttosto che udibile da lontano».
Emanuele Allanconi è la terza generazione di fonditori
Prima di Emanuele Allanconi, terza generazione di fonditori, ci sono stati gli zii e il nonno Angelo, ma nel Cremasco la tradizione è antichissima, grazie al terreno argilloso di questa zona, ideale per gli stampi: le prime testimonianze risalgono al XIV secolo. Tra i fonditori più noti della zona i Crespi e i D’Adda. Angelo Allanconi ha imparato il mestiere da Giacomo Crespi, che avendo avuto tre figlie femmine non poteva tramandare loro la professione. Anche Emanuele Allanconi ha una figlia piccola: «Chissà se un giorno vorrà fare questo mestiere. Un tempo sarebbe stato impossibile perché considerato un lavoro da uomini, oggi per fortuna non è più così».
Dopo aver lavorato per Giacomo Crespi il nonno di Emanuele è entrato nella Fonderia Filippi di Chiari, nel Bresciano, e poi è diventato direttore della fonderia Barigozzi di Milano, ex fonderia napoleonica da dove sono uscite le porte del Duomo. Con la nascita dell’ultimo figlio, Angelo Allanconi ha creato una fonderia nelle stalle dietro casa: i figli e il nipote l’hanno ampliata, conservando lo stabile originario e i vecchi strumenti del mestiere. Nel cortile tra la casa e la fonderia ci sono una cinquantina di campane dal Seicento a oggi provenienti da fonderie storiche oggi scomparse – come la Pruneri, la Cavadini o la Barigozzi. Ci sono bronzi con segni di granate anticarro e una campana che fu esposta all’Esposizione universale di Milano del 1906.
Oggi le campane Allanconi sono in tutto il mondo
Dal Perù all’Isola di Pasqua, dall’Australia al Giappone, perfino sul campanile della Chiesa della Natività a Betlemme. «Le campane a cui sono più affezionato però sono altre», racconta Allanconi, «per esempio quella che mi ha commissionato la mamma di un bambino autistico da tenere sul comodino per addormentarsi. Quella per me vale dieci volte più delle campane che ho realizzato per le chiese più grandi e famose perché so che ha migliorato la vita di quel bambino». Allanconi ha realizzato anche la campana dell’artista curdo Hiwa K fondendo il rame e lo stagno dei bossoli delle armi dell’Isis raccolte sul campo: sul bronzo in altorilievo i monumenti distrutti del sito archeologico di Palmira. L’opera The Bell è stata esposta alla Biennale di Venezia del 2015.
Dopo il terremoto nelle Marche e in Umbria, a Norcia si è svolto un raduno nazionale dei suonatori di campane organizzato ogni anno dall’omonima Federazione. «Una ragazza a un certo punto si è avvicinata ai suonatori e ha chiesto loro di non fermarsi perché sentiva in quel suono la normalità perduta. Ha raccontato che prima non aveva mai notato il suono delle campane, ma dopo il terremoto la prima cosa che aveva percepito era stata il loro silenzio. È un po’ come chi abita vicino al mare, che sente sempre il suono delle onde: diamo per scontato il suono delle campane e non lo notiamo più, ma fa parte del nostro paesaggio sonoro».
La Fonderia Allanconi
Si trova a Bolzone, frazione di Ripalta Cremasca, provincia di Cremona. Accanto alla Fonderia la famiglia ha creato un museo delle campane. Visitabile su prenotazione, vi sono illustrate le tecniche di produzione, i sistemi di suono e le campane storiche della collezione.